
Numerous industrial and agricultural processes generate organic wastes that require treatment before they can be re-introduced back into the environment. Traditionally, these materials have been buried in landfills, composted or deposited into sludge ponds after the removal of hazardous or inorganic materials.
Anaerobic digestion involves the natural breakdown of organic waste materials by biological microorganisms in the absence of oxygen. Systems that incorporate anaerobic digestion have several advantages, such as simplicity of operation, low operating costs, compact equipment size and low surplus sludge. As an added bonus, these systems produce fuel and energy. Anaerobic digestion has become increasingly popular, as it is a green technology that reduces waste, generates energy, cuts carbon emissions and safely recycles waste materials back into the environment.
Anaerobic digestion systems operate on the same principles regardless of the specific applications, although there may be slight differences in system design based on industry-specific requirements. As shown in Figure 1, organic waste materials, such as industrial wastewater, livestock manure, wastewater biosolids, food wastes or other organic materials are placed into an anaerobic digester. The digester combines the waste materials together with biological microorganisms and maintains this mixture within narrow temperature ranges to optimize bacteria growth, which is essential to the anaerobic digestion process.
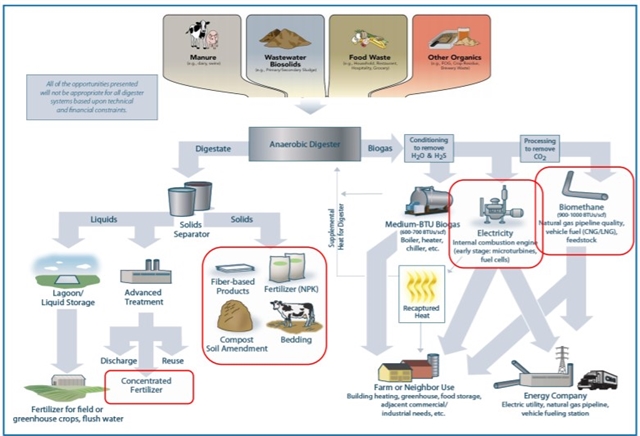
Figure 1. Anaerobic digester system block diagram. Source: EPA
Anaerobic digestion results in the creation of digestate (treated waste) and biogas. The digestate can be separated into solid and liquid components, which are rich in nutrients and can be composted, used as fertilizer or converted into other products, such as dairy bedding or other fiber-based products. Meanwhile, separated biogas can be separated to extract methane, which is the primary component of natural gas. The methane can generate electricity or heat, or be recycled back into the anaerobic digestion system. Alternately, it is also possible to collect and process methane into renewable natural gas and fuel, and it can be used locally or sold to energy providers.
Temperature stability of the wastewater in the anaerobic digester is among the crucial parameters for effective digestion and biogas production. Conventional heat exchangers use a series of hot plates or tubes that contain heating elements or hot water. The waste material is heated in an indirect manner by passing or flowing across the conventional heat exchanger elements. Since it is difficult to control the flow rate of high-viscosity fluids, such as sludge, this process may result in uneven heating, which may compromise waste treatment or biogas production. Clogging of the system may occur, causing burning or scorching of the waste material, requiring costly downtime for cleaning and maintenance.
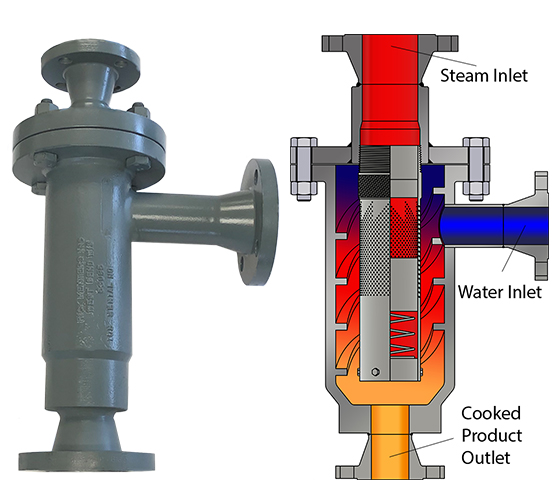
Direct Steam Injection (DSI) has been used for numerous years in industrial, pharmaceutical and food processing applications, such as pasteurization, biokill and sterilization, where uniform processing temperatures are required. A DSI system can rapidly and accurately maintain temperatures for processing difficult materials, such as wastewater, and thereby increase the efficiency and reliability of the anaerobic digestion system. An example DSI heater is shown in Figure 2. The untreated and unheated liquid slurry enters from the side of the heater and the injection tube injects steam into the slurry through hundreds of small orifices. Key aspects of this DSI system design include a unique spring-loaded piston that maintains a positive pressure differential between the steam and liquid, preventing steam hammer, and helical flights within the chamber that promote mixing of the steam with the slurry. These innovations instantaneously and evenly heat the slurry with an open flow-through non-clogging design while providing accurate temperature control.
Pick Heaters is the originator of multiple orifice DSI heaters, having developed and patented a unique DSI system in 1945. Over a 80-year history, Pick Heaters has been an industry leader by continuously refining and innovating numerous DSI products in several industries, ranging from food to chemical and pharmaceutical processing, to pulp and paper, and textile to power plants.
Learn more about how Pick Heaters’ innovative industrial heater technology provided a solution for anaerobic treatment of organic waste.
For more information - contact us.
80 Years
Three Generations Committed to Being the Leader in Performance, Quality and Innovation in Direct Steam Injection
 |
|
| 1945 | 2025 |
